




现代家用电器和工业电器的外壳、内部结构件越来越多地采用塑料制品。你是否也好奇:这些形状各异、结构复杂的塑料零部件,是如何实现高效率、高一致性批量生产的?答案其实都离不开“电器注塑模具”。那么,电器注塑模具到底有何特别之处?企业在设计、制造和实际应用过程中,又需要注意哪些问题,才能让电器产品既美观实用,又安全耐用?
一、电器注塑模具的作用与核心价值
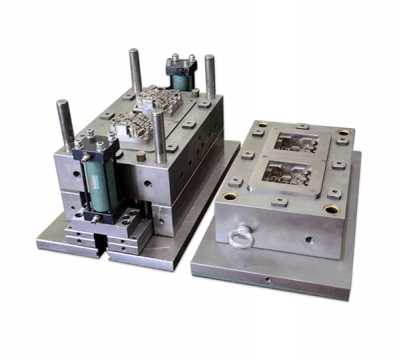
在家用电器、厨房电器、小家电、工业自动化等领域,塑料部件承担着防护、支撑、装饰和连接等多重任务。注塑模具则是生产这些塑料零部件不可或缺的工艺装备。
高效批量复制
电器塑料件常需大批量生产,注塑模具实现了一次成型、效率极高的生产方式,确保每一件产品尺寸统一,性能稳定。
实现复杂结构与美观外观
模具的高精度设计让复杂的卡扣、加强筋、通风孔甚至品牌LOGO都能一体成型,省去了二次加工。
提升产品性能和安全
精密的模具保障塑料件厚薄均匀、结构合理,有助于提升产品的绝缘性、耐热性和抗冲击能力,增强使用安全。
二、电器注塑模具的设计要点
一套好的电器注塑模具,从设计环节就要把控好各项细节:
1. 结构合理、分型清晰
设计时应根据产品形状和使用要求合理确定分型面,保证塑件易于脱模、不变形,减少后续加工。
对于有凹槽、螺纹、插孔等特殊结构的部件,需采用侧抽、斜顶等机构辅助脱模。
2. 强调尺寸精度与外观质量
家用电器对零部件配合精度和表面美观度要求高,模具设计需充分考虑收缩率、变形和公差分布。
有透明或高光表面要求的部件,型腔表面抛光要达到镜面级别,避免水波纹和瑕疵。
3. 浇注系统与冷却系统优化
合理设计浇口、流道,保证熔融塑料充模均匀、快速,减少短射、气泡等问题。
冷却系统要布局科学,保证各部位冷却均匀,防止变形和内部应力残留。
4. 模具强度与寿命设计
模具钢材需具备高强度、耐磨损、耐腐蚀等特性,常用P20、H13、S136等钢材。
对于大批量、长周期生产,需评估模具寿命,关键部位可用可更换镶件,延长模具整体寿命。
5. 易维护与自动化
模具结构尽量简化,便于日常维护和故障排查。
现代电器制造讲究自动化,多采用自动脱模、机械手取件、嵌件注塑等工艺,模具要有相应预留和匹配设计。
三、电器注塑模具的制造流程
1. 需求确认与3D建模
与客户充分沟通,确定产品功能、外观、结构和质量标准,绘制详细的3D产品模型。
2. 模具设计与模流分析
利用CAD/CAM/CAE软件设计模具结构,进行模流分析,优化流道、浇口和冷却管路布局。
通过仿真模拟提前发现可能的短射、夹气、缩水等问题,并在设计环节进行调整。
3. 高精度加工与装配
采用数控铣床、火花机、磨床等高精密设备加工模具各零件。
装配时严格控制公差,确保各配合部件无松动、无错位。
4. 表面处理与抛光
对型腔、分型面等进行抛光、镀铬、氮化等处理,提升模具表面质量和耐腐蚀性。
5. 试模与调试
新模具完成后进行试模,注塑出样件,检测尺寸、外观和功能,发现问题及时修正。
通过多轮试模和优化,确保模具状态达到量产要求。
四、电器注塑模具的原材料与选用建议
模具钢材:P20适合普通电器壳体,S136适合高透明、易腐蚀部件,H13适合高温耐用场合。
塑料原料:常用ABS、PC、PP、PA、PBT等,需根据产品需求选用具备阻燃、耐高温、抗冲击、绝缘等性能的塑料,部分特殊部件需通过UL、VDE等国际认证。
五、注塑成型工艺与质量控制
工艺参数设定
注塑温度、压力、保压和冷却时间都要精准控制,不同塑料有不同工艺窗口,工艺参数应通过实验确定最优值。
缺陷防控
常见缺陷包括缩水、飞边、气泡、夹杂、变形等。针对性采取措施,如调整浇口位置、优化冷却、加强脱模润滑等。
自动化检测与抽检
现代电器生产线广泛采用自动化尺寸、外观检测设备,实现批量监控,提升良品率。
全流程追溯管理
建立从原料进厂到模具维护、产品出库的全过程可追溯体系,一旦出现问题可迅速定位和整改。
六、常见电器注塑模具应用场景
家用电器外壳与配件
如空调、冰箱、洗衣机、热水器、饮水机、吸尘器、料理机等的外壳、面板、旋钮、把手。
厨房电器内部结构件
如电饭煲内胆支架、微波炉转盘底座、搅拌机齿轮盒等,结构复杂,精度要求高。
电工电气附件
如插座外壳、开关面板、电线盒、接线端子保护盖,要求绝缘、阻燃、耐热。
智能家居模块
包括智能门锁、传感器外壳、遥控器、摄像头外壳等,造型多样,对美观度和结构兼容性要求高。
七、模具维护与日常管理
定期保养
模具需定期清洗型腔、检查排气、润滑运动部位,防止积碳、锈蚀和卡滞。
磨损件更换
对顶针、镶件、滑块等磨损部位定期检查和更换,避免因零件失效影响产品质量。
异常记录与预警
生产过程中出现的脱模不顺、飞边、裂纹等异常需详细记录,分析原因并修正。
专业培训与操作规范
操作工、维修工需接受专业培训,熟悉模具结构和应急处理流程,降低误操作风险。

")
")
")
")